Instructions d'installation des bras robotisés SWITEK pour machines de moulage par injection – Chapitre 6 : Gestion des enregistrements
Abstrait
Le bras robotisé servo SWITEK 3/5 axes est capable d'enregistrer plus de 100 programmes pour différentes conceptions de moules. Dans ce chapitre, nous vous montrerons comment créer un nouveau programme, sauvegarder un programme existant et le recharger depuis une clé USB, ainsi que la réaction du bras robotisé à ce programme, etc.
6.1 Créer et charger un programme
Une fois l'état d'arrêt atteint, cliquez sur le bouton Enregistrer dans la barre de menu pour accéder à la page de gestion des enregistrements. Vous pouvez gérer vos programmes sur cette page. Comme illustré ci-dessous :
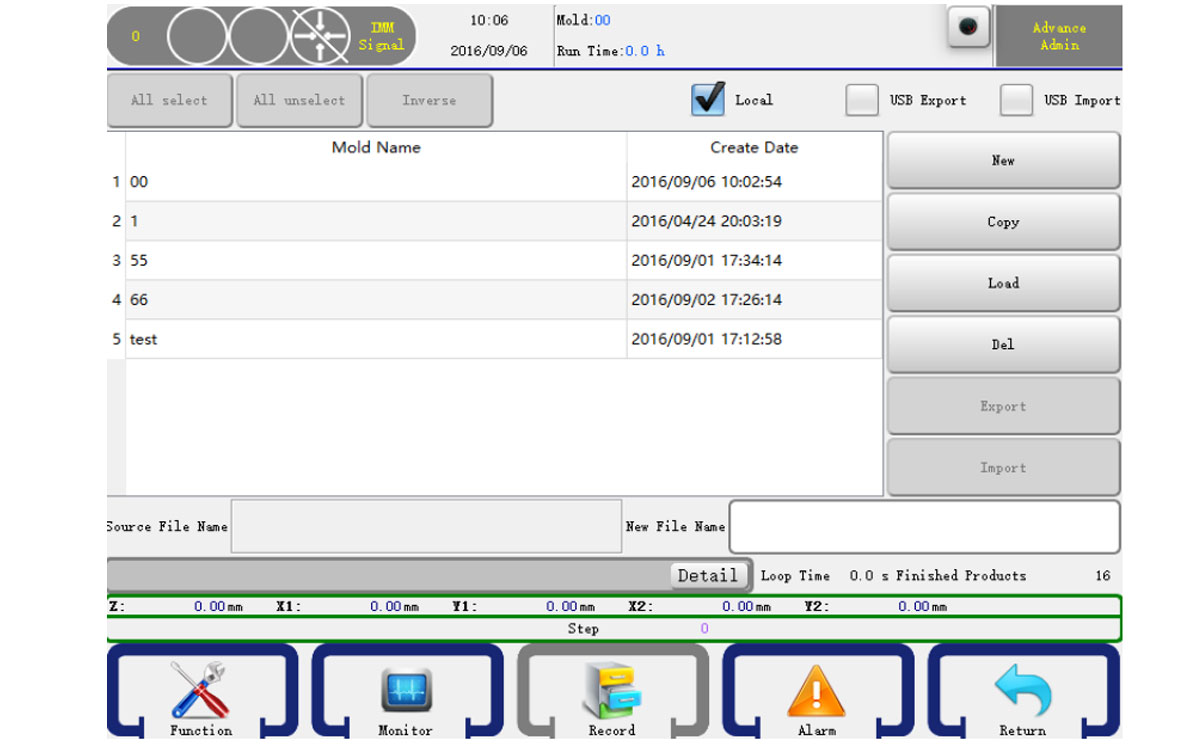
- Créer un programme : Saisissez un nom de programme dans la zone de nom de fichier, puis cliquez sur le bouton Nouveau pour créer un nouveau programme.
- Copier le programme : saisissez un nom de programme dans la zone de nom de fichier, puis cliquez sur le bouton Copier pour copier un programme vers un nouveau programme.
- Charger le programme : Sélectionnez un programme, puis cliquez sur le bouton Charger pour charger un programme.
- Supprimer un programme : sélectionnez un programme, puis cliquez sur le bouton Supprimer pour le supprimer. Le programme actuellement utilisé ne peut pas être supprimé.
- Exporter le programme : Sélectionnez un programme, puis cliquez sur le bouton Exporter pour sauvegarder le programme sur une clé USB.
6.2 Instructions du programme
Tournez le bouton vers la gauche pour passer en mode manuel, puis cliquez sur le bouton d'apprentissage dans la barre de menu principale pour ouvrir l'éditeur de programmes. Comme illustré ci-dessous :
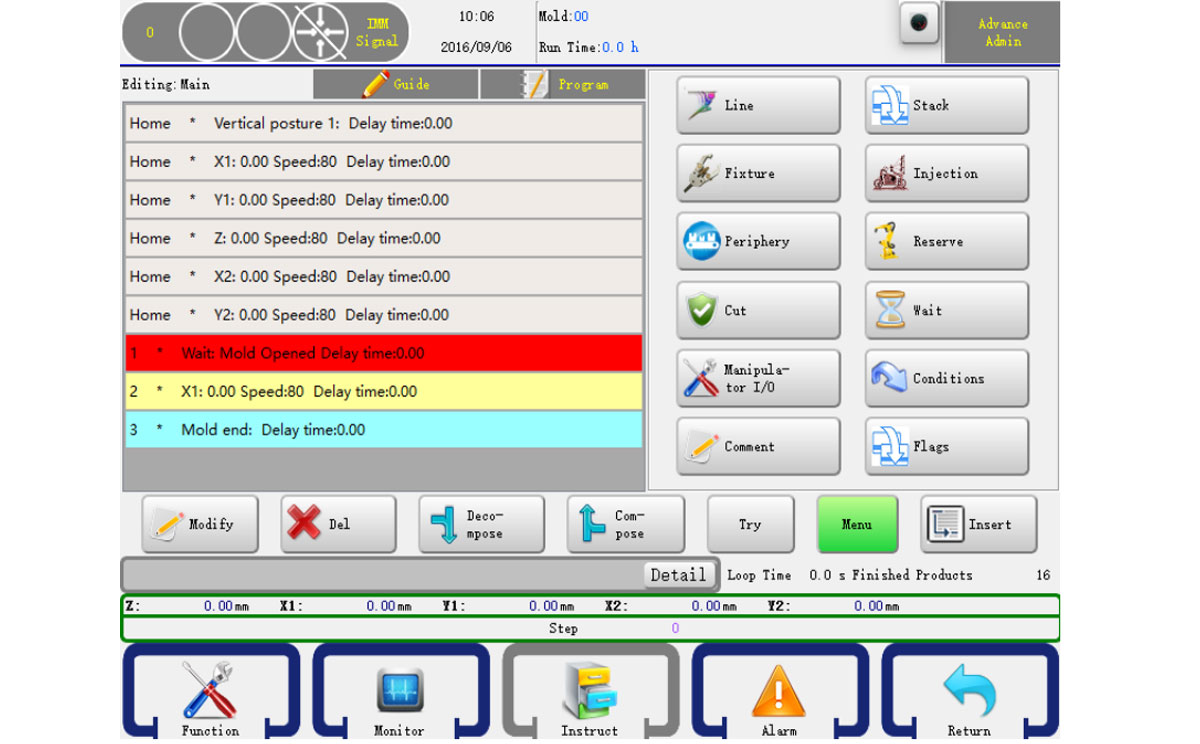
Les fonctions Servo, Stack, Fixture, Injection, Auxiliaire, Réserve, Vérification, Attente, Série et Périphérie sont incluses dans le bouton « Instruction ». Cliquez sur ces boutons pour modifier un programme. Appuyez sur « Instruction » pour revenir au menu.
En mode instruction, après avoir sélectionné les actions à combiner, cliquez sur « Combinaison » pour obtenir une même action exécutée simultanément en mode automatique. Vous pouvez également diviser une action combinée en plusieurs étapes en appuyant sur le bouton « Interrompre ».
6.2.1 Servo-action
Cliquez sur le bouton Ligne pour accéder à l'éditeur d'action servo. Vous pouvez définir l'état des axes X1 (X2), Y1 (Y2), Z et C (Posture), comme indiqué ci-dessous :
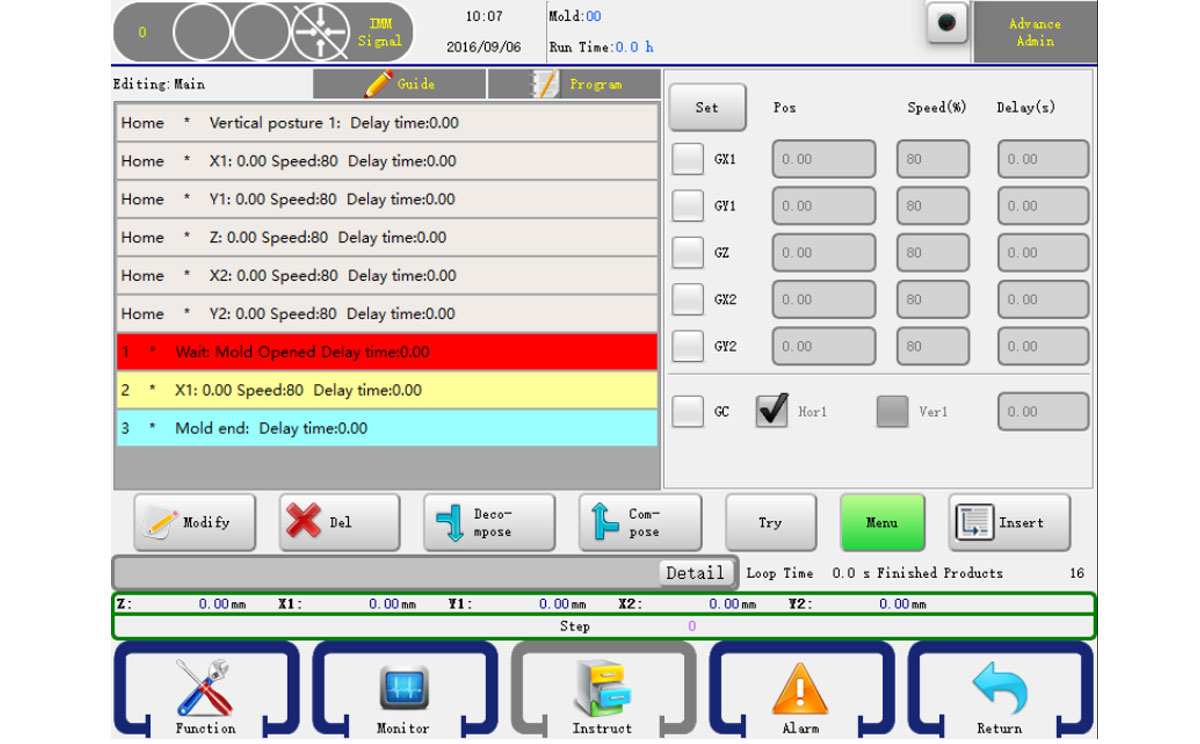
Sur cette page, vous pouvez définir la position des axes X1 (X2), Y1 (Y2) et Z, la vitesse de fonctionnement et le temps de retard. Après avoir cliqué sur l'icône → à gauche, configurez les paramètres des axes, sélectionnez et cliquez sur le bouton « Insérer » pour confirmer les paramètres correspondants et les insérer dans les étapes du programme.
Il existe deux manières de définir la position de l'axe :
- Saisissez la position souhaitée dans la zone de l'éditeur.
- Appuyez sur le bouton de l'axe du clavier pour déplacer le bras vers la position souhaitée, puis cliquez sur le bouton de réglage.
6.2.2 Point de départ du programme
Les six étapes sont représentées par la position d'origine et la pose des six axes
Les six étapes de l'état [Accueil] ci-dessus, qui correspondent aux états par défaut d'un nouveau programme, peuvent être modifiées en cliquant sur « Modifier » pour modifier la position initiale, la vitesse de fonctionnement et le temps de retard des axes. Elles ne peuvent pas être supprimées.
6.2.3 Action de pile
Cliquez sur le bouton Pile pour accéder à l'éditeur d'actions statiques, comme indiqué ci-dessous :
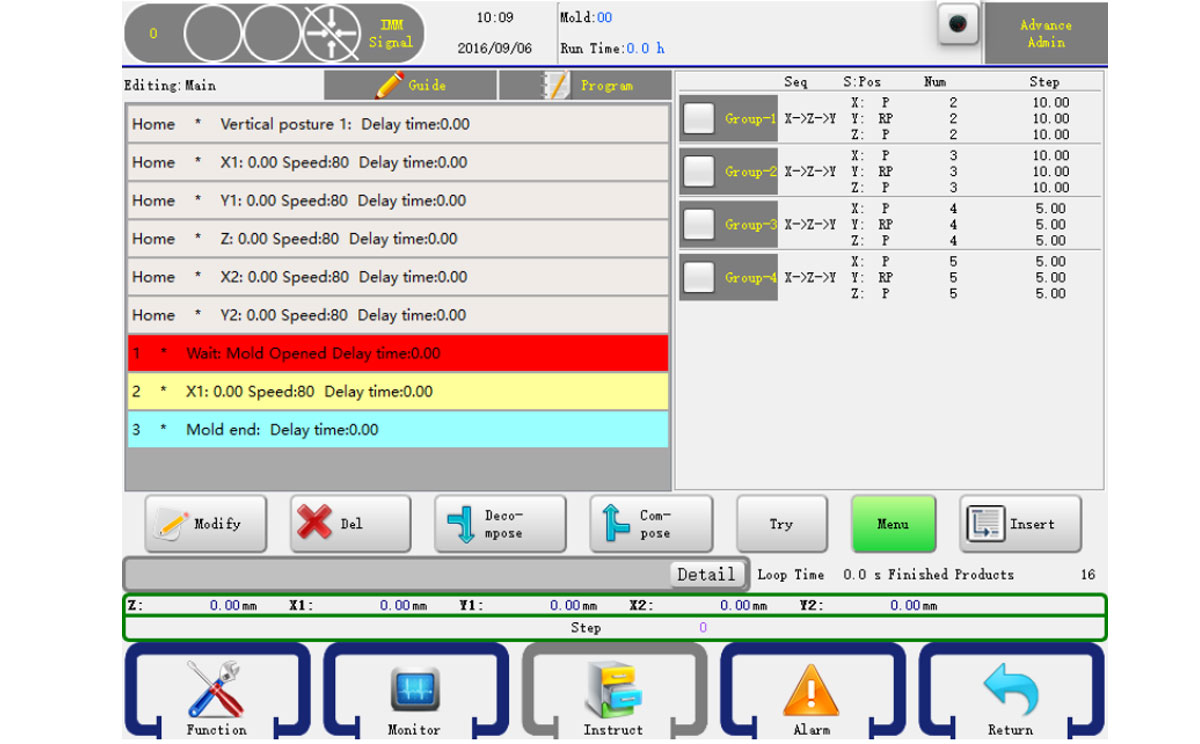
Sélectionnez le côté gauche de la pile pour insérer le groupe de programmes, définissez-le, puis cliquez sur le bouton « Insérer » devant l'étape d'empilage. Le robot empile les produits dans l'ordre en mode automatique.
Si vous souhaitez utiliser l'axe Y pour empiler, vous devez vous assurer que la pile est insérée avant l'opération d'abaissement de l'axe Y.
6.2.4 Action du luminaire
Cliquez sur le bouton Fixture pour accéder à l'éditeur d'actions de fixture et de sucker, comme indiqué ci-dessous :
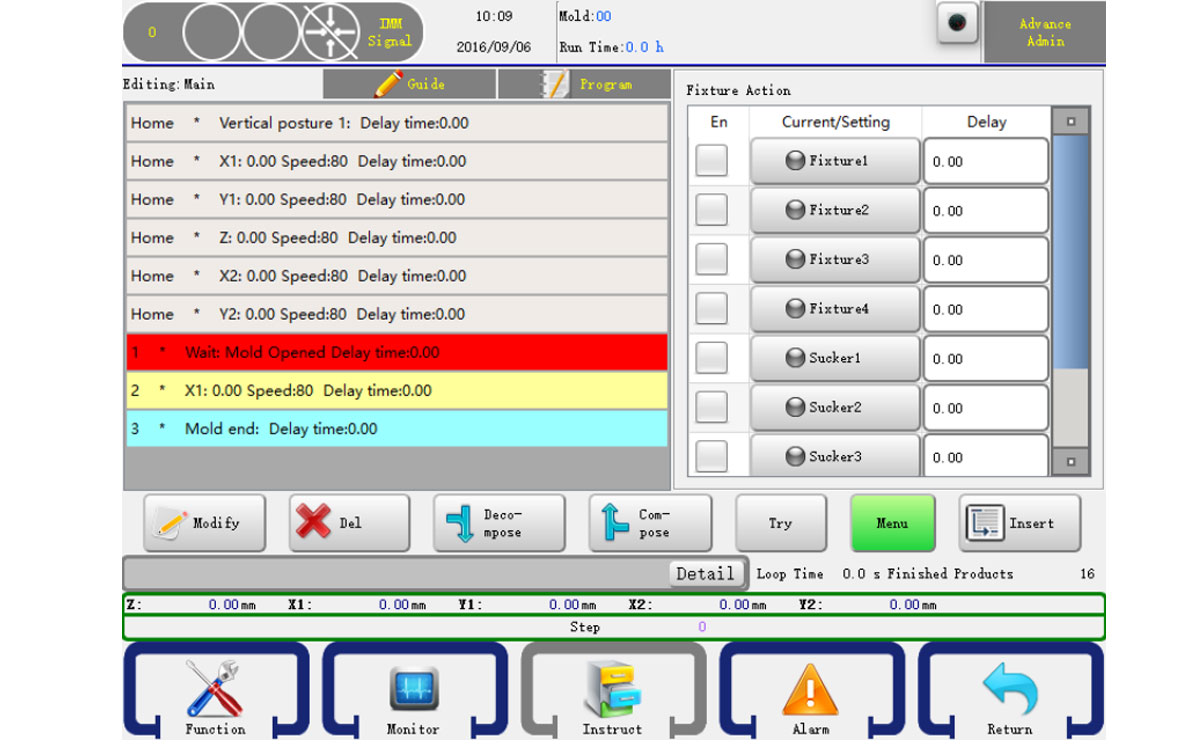
Le contrôleur peut définir quatre appareils et deux actions de ventouse. Cliquez sur le bouton à contrôler et l'indicateur devient rouge lors de la sortie. Cliquez ensuite sur le bouton de gauche pour qu'il devienne √, en cliquant sur « Insérer », l'étape d'action est insérée dans les premières étapes de la procédure de sélection.
Après avoir inséré les actions de fixation et de ventouse, veillez à insérer l'action de vérification, sinon le programme ne testera pas leur signal de confirmation. Si vous n'acquittez pas le signal, l'action de vérification n'est pas nécessaire. Quoi qu'il en soit, il est préférable d'avoir l'action de vérification pour protéger la machine.
6.2.5 Action IMM
Cliquez sur le bouton Injection pour accéder à l’éditeur d’actions d’injection, comme indiqué ci-dessous :
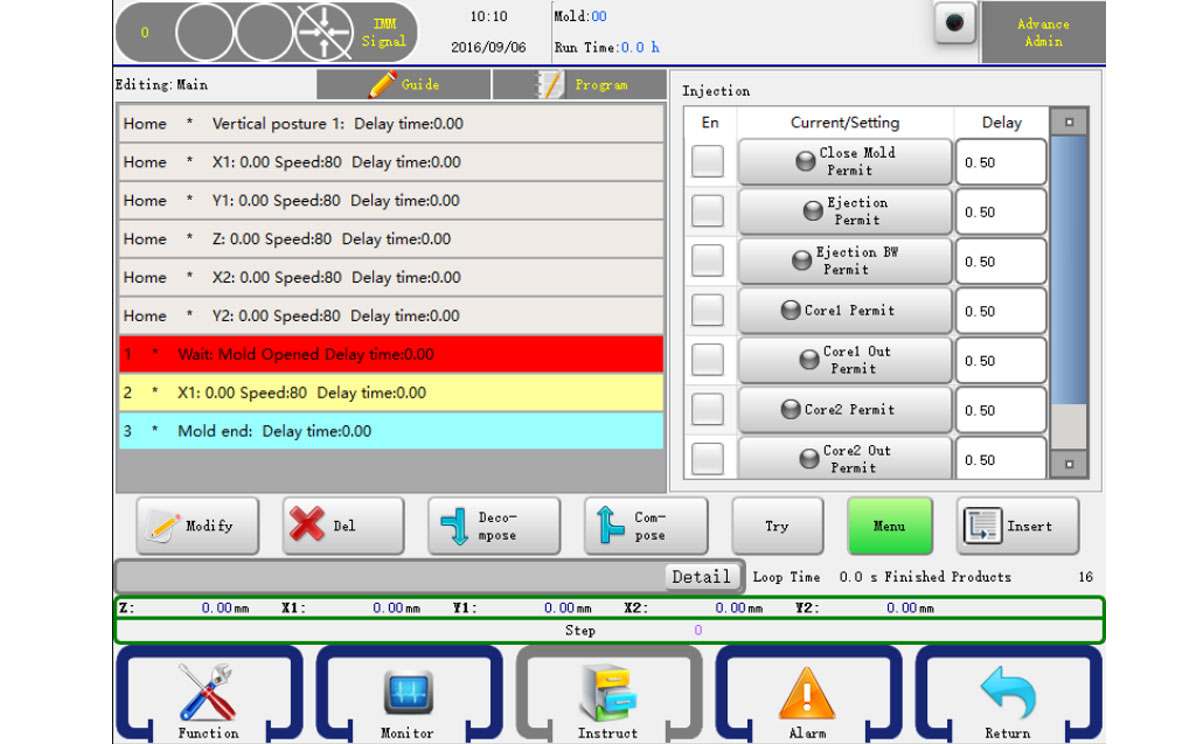
Le fonctionnement est identique à celui du programme d'action. Voir 6.2.4.
6.2.6 Action auxiliaire
Cliquez sur le bouton Auxiliaire pour accéder à l'éditeur d'actions périphériques. Vous y trouverez les actions d'injecteur, de convoyeur, de point de réserve et de pile, comme illustré ci-dessous :
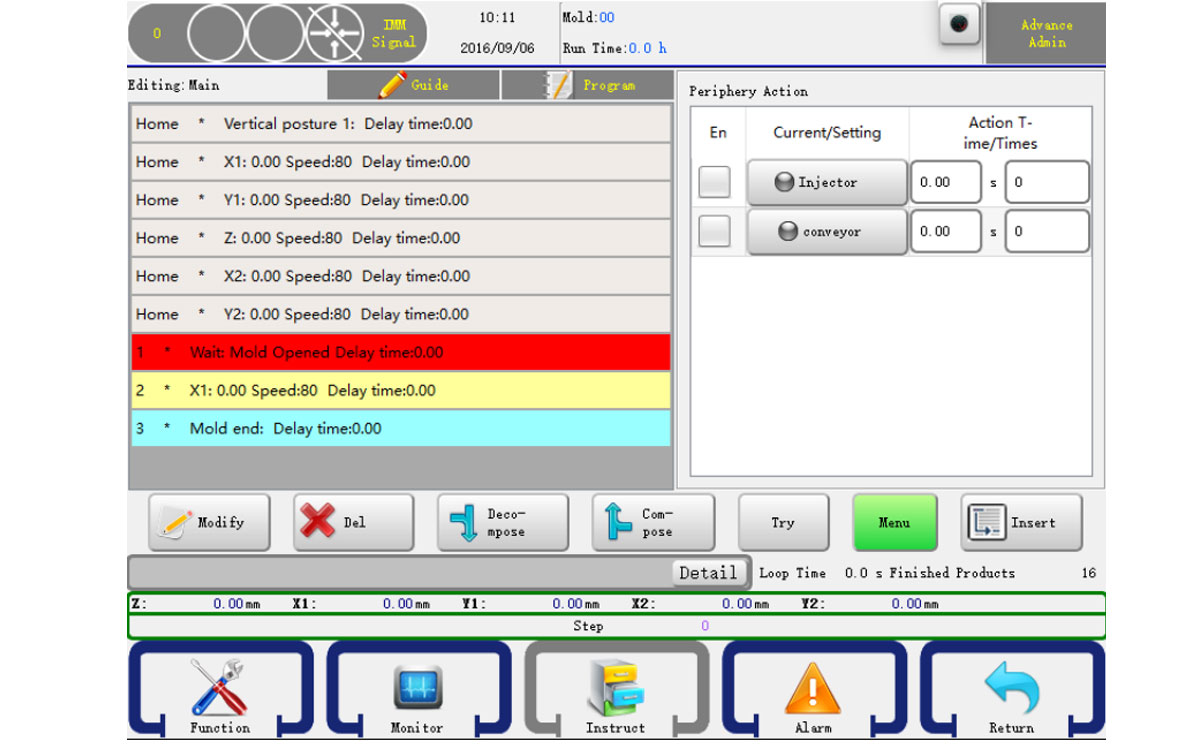
Le fonctionnement est identique à celui du programme d'action de fixation. Voir 6.2.4. Temps : indique la durée d'exécution de l'action dans un cycle. Délai : définit le nombre de moules en mode Auto lors de la sortie, par exemple un ou deux fois, etc.
6.2.7 Action de réserve
Cliquez sur le bouton « Réserver » pour accéder à l'éditeur d'actions. Comme illustré ci-dessous :

Le système dispose de quatre réserves. Temps : indique la durée d'exécution de l'action dans un cycle. Délai : définit le nombre de moules en mode automatique lors de la sortie, par exemple un ou deux fois, etc.
6.2.8 Action d'attente
Cliquez sur le bouton « Attendre » pour accéder à l'éditeur d'actions d'attente. Ce type d'action signifie que le programme s'arrêtera avant que le signal d'entrée à attendre ne soit activé. L'éditeur est présenté ci-dessous :
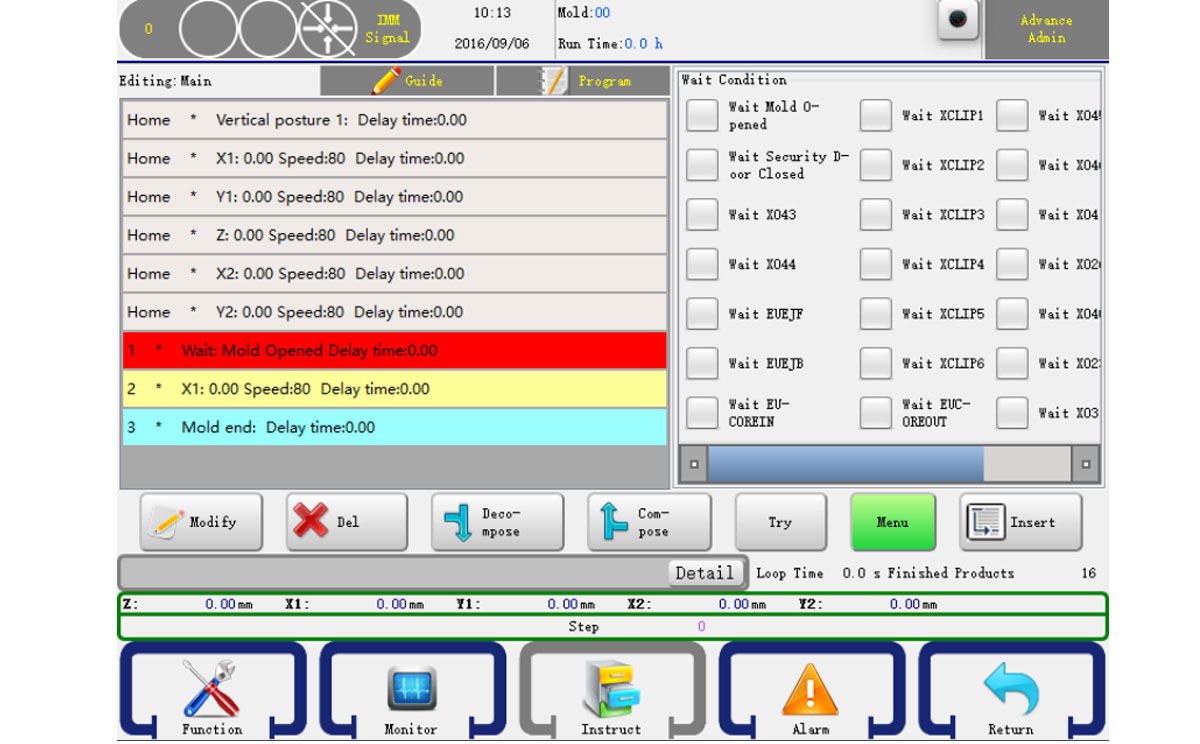
Cochez simplement le signal que vous souhaitez attendre et cliquez sur le bouton Insérer pour confirmer votre modification.
6.2.9 Comment
Cliquez sur le bouton « Commenter » pour accéder à l'éditeur de commentaires. Vous pourrez y ajouter des commentaires sur le programme.
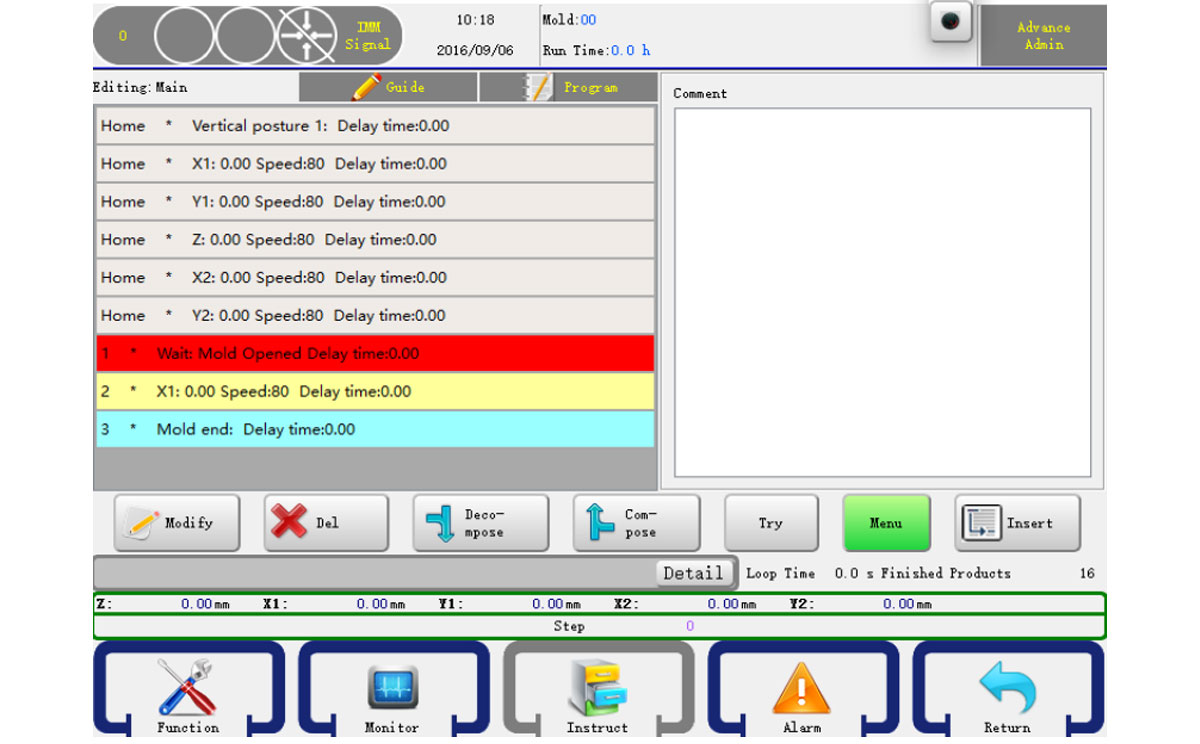
Vous pouvez utiliser le clavier virtuel pour saisir les informations.

6.2.10 Conditions
Vous pouvez également définir des conditions dans votre programme :
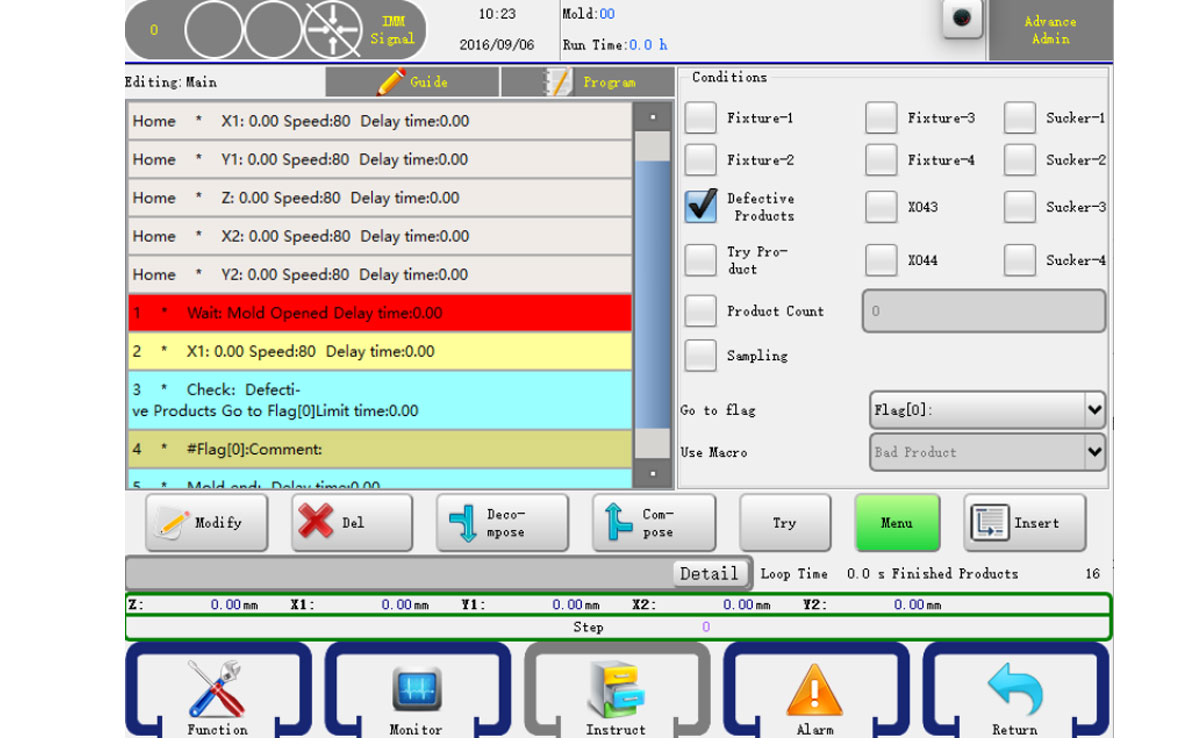
Attention : Le programme doit avoir un commentaire pour utiliser les conditions.
6.2.11 Modifier le programme
Sélectionnez l'étape à modifier, puis cliquez sur le bouton « Modifier ». La boîte de dialogue correspondante s'ouvrira, comme illustré ci-dessous :
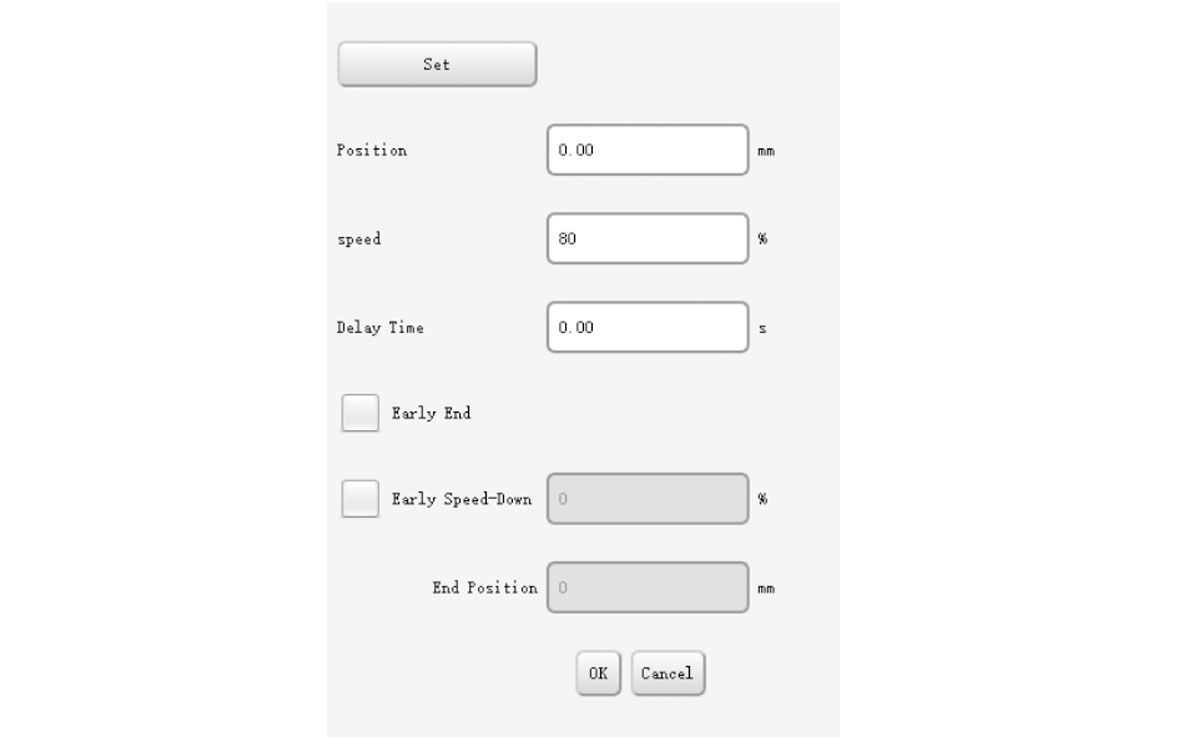
Vous pouvez modifier la configuration de l'action et appuyer sur OK pour confirmer.
6.3 Démo
La procédure suivante vous aidera à apprendre et à vous entraîner à la programmation robotique. Dans le programme réel du robot de moulage, en fonction de votre situation, définissez la position de l'axe du servomoteur et la séquence correcte avec la presse à injecter.
6.3.1 Commande
Lors de la procédure de prélèvement et d'alimentation des produits, le robot reste en haut de la presse à injecter et attend le signal d'ouverture du moule. Lorsque le moule est ouvert, les bras descendent et prélèvent les produits et le canal d'alimentation, puis déposent ce dernier dans le broyeur, puis déposent le produit sur le convoyeur, qui se déplace à chaque cycle de moulage.
6.3.2 Actions
Passer en mode automatique.
> Les bras se déplacent jusqu'au point de départ en attendant le signal d'ouverture du moule.
> Aspiration 1 pour le produit, fixation 1 pour le canal d'alimentation.
> Les bras sortent de la presse à injecter et activent le signal de fermeture du moule.
> Relâcher le canal d'alimentation.
> Déposer le produit sur le convoyeur et le faire avancer pendant 3 secondes.
> Les bras reviennent en position d'attente.
6.3.3 Programme
Home X1: 0.0 Speed: 30 Delay time: 0.00
Home Y1: 0.0 Speed: 30 Delay time: 0.00
Home Z: 0.0 Speed: 30 Delay time: 0.00
Home X2: 0.0 Speed: 30 Delay time: 0.00
Home Y2: 0.0 Speed: 30 Delay time: 0.00
Home Vertical Posture Delay time: 0.00
- Wait: Mold Opened Delay time: 0.00
- Y1: 850.0 Speed: 90 Delay time: 0.00
- X1: 400.0 Speed: 90 Delay time: 0.00
- Y2: 850.0 Speed: 90 Delay time: 0.00
- X2: 400.0 Speed: 90 Delay time: 0.00
- Sucker1 On Delay time: 0.00
- X1: 0.0 Speed: 90 Delay time: 0.35
- Y1: 0.0 Speed: 90 Delay time: 0.00
- X2: 0.0 Speed: 90 Delay time: 0.35
- Y2: 0.0 Speed: 90 Delay time: 0.00
- Sucker1 Begin-cut
- Lock Mold On Delay time: 0.00
- Horizontal posture Delay time: 0.00
- Z: 1000.0 Speed: 90 Delay time:0.00
- Y1: 800.0 Speed: 90 Delay time: 0.00
- Y2: 800.0 Speed: 90 Delay time: 0.00
- Sucker1 OFF Delay time:0.00
- Y1: 0.0 Speed: 90 Delay time: 0.25
- Y2: 0.0 Speed: 90 Delay time:0.25
- Conveyor On Times: 1 Action time: 3.00
- Z: 0.0 Speed: 90 Delay time: 0.00
- Vertical posture Delay time: 0.00
- Mold End Delay time:0.00







